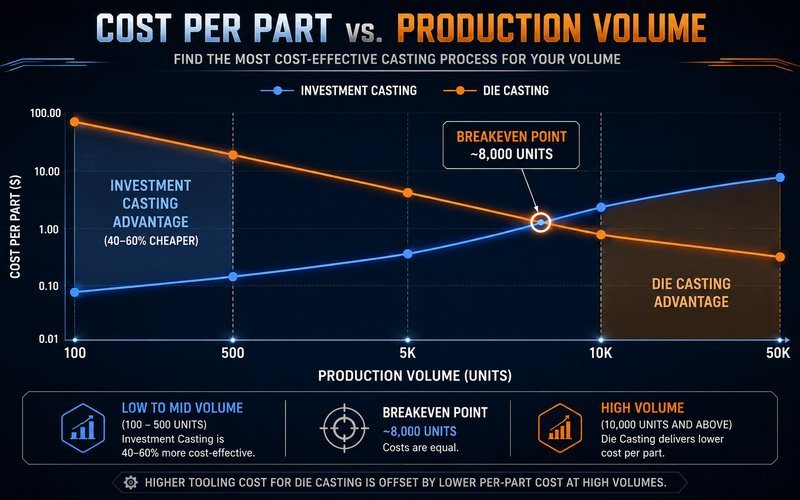
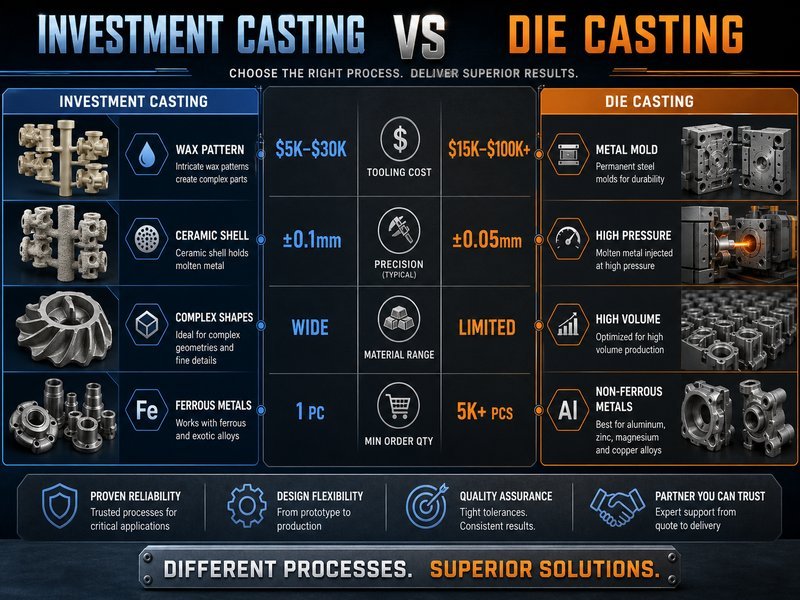
Direct answer: Investment casting uses an expendable ceramic mold to cast high-value metals like stainless and alloy steel in complex shapes at low-to-medium volumes; die casting injects non-ferrous metals into reusable steel dies under pressure — higher tooling cost, far lower cost per part at high volume.
What Is Investment Casting?
Investment casting, also known as lost-wax casting, is a precision manufacturing process where a wax pattern is coated with a ceramic shell to create a mold. Once the wax is melted out, molten metal is poured into the cavity to form the final part.
This process is widely known for its ability to achieve tight tolerances (typically ±0.1 mm per 25 mm) and excellent surface finish without extensive machining. Because the mold is broken after each casting, it allows for extremely complex geometries, including internal cavities, thin walls, and undercuts that are difficult or impossible with other casting methods.
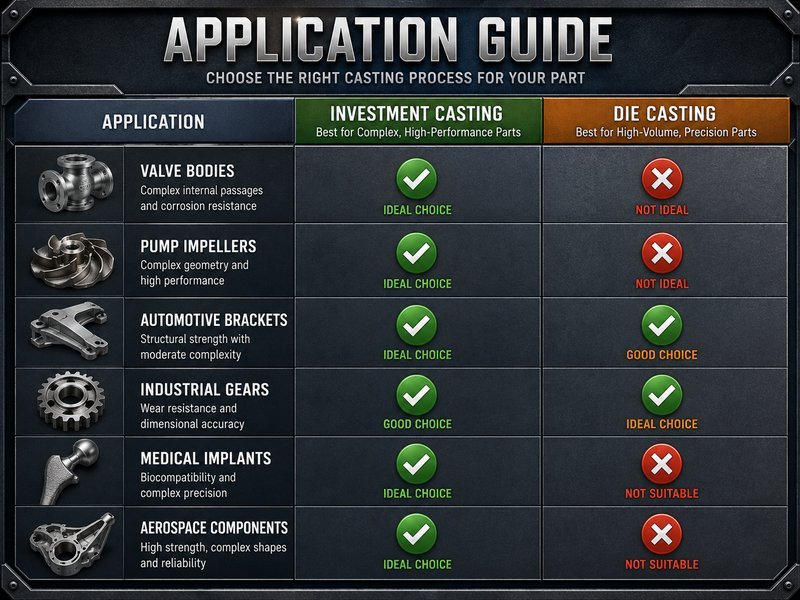
Investment casting is especially suitable for:
- High-value metals such as stainless steel, alloy steel, and bronze
- Complex industrial components like valves, pump parts, and aerospace components
- Low-to-medium production volumes where tooling cost needs to stay relatively low