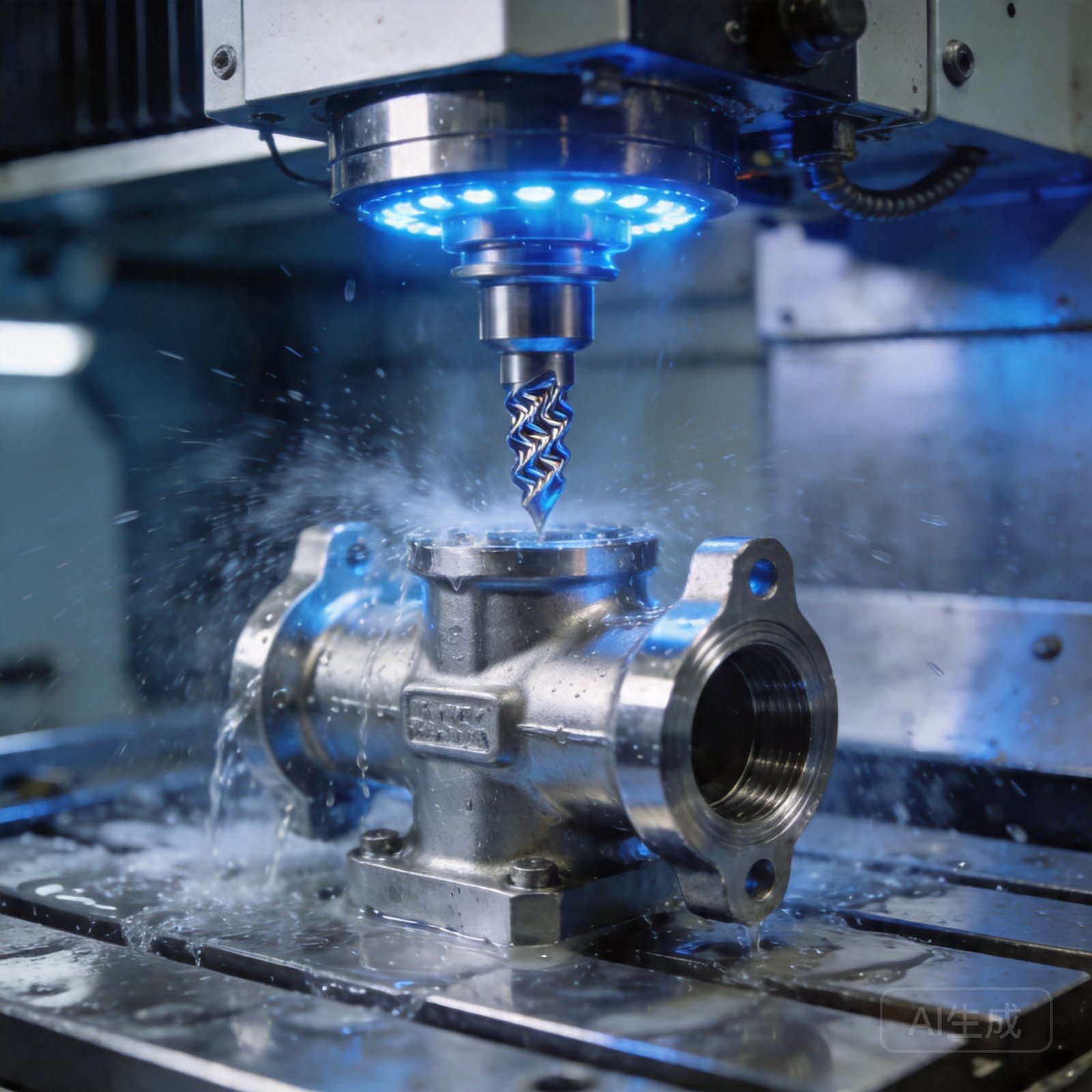
Precision CNC Machining
Our in-house CNC machining department provides precision finishing for investment cast parts. With 20+ CNC centers including 3-axis, 4-axis, and 5-axis machines, we achieve tolerances down to ±0.02 mm and surface finishes to Ra 0.8 μm. For cast components with multiple datum relationships, our 4-axis and 5-axis workflows allow multi-face machining in one cycle without repeated repositioning. Fewer setups mean fewer opportunities for accumulated deviation, which is critical for sealing diameters, perpendicularity, and bore-to-flange alignment. This one-clamp strategy helps maintain consistent part geometry from first article to batch production.
- 20+ CNC machining centers
- 3-axis, 4-axis, and 5-axis capability
- Tolerance down to ±0.02 mm
- Surface finish down to Ra 0.8 μm
- Maximum part diameter: 800 mm


