Rule 1 — Maintain Uniform Wall Thickness
Why Uniform Walls Matter
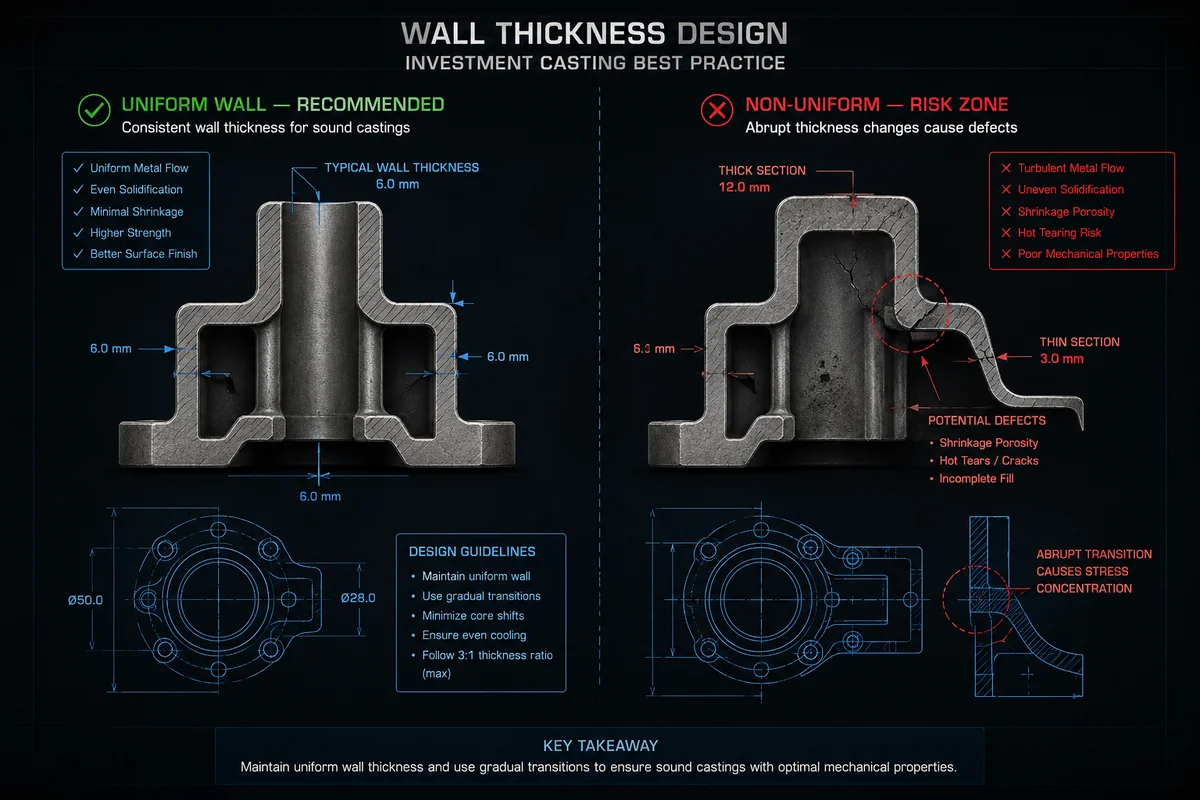
Uniform wall thickness helps metal flow evenly, cool at a controlled rate, and solidify without internal stress concentrations or shrinkage cavities. When walls vary too much in thickness, heavy sections cool more slowly than thin ones, creating hot spots that feed on surrounding metal and can leave shrinkage porosity. Non‑uniform sections also drive distortion during solidification and heat treatment, making it harder to meet dimensional tolerances. For investment casting, a practical "sweet spot" for most steels is typically in the 2.0–12.7 mm range, with most general‑purpose parts using 3–8 mm walls. Within a part, aim to keep neighboring sections within roughly ±20–30% of one another and transition thicknesses gradually.
Minimum Wall Thickness by Material
Different alloys have different fluidity and feeding behavior, so their minimum feasible wall thickness varies. As a rough guide under good foundry practice:
| Material type | Typical minimum wall (small areas) | Practical recommended minimum (for stable production) |
|---|---|---|
| Carbon steel | ≈ 2.5–3.0 mm | 3.0–4.0 mm |
| Low alloy steel | ≈ 2.5–3.0 mm | 3.0–4.0 mm |
| Stainless steel | ≈ 2.0–2.5 mm | 2.5–3.5 mm |
| Aluminum alloys | ≈ 2.0 mm | 2.5–4.0 mm |
| Nickel superalloy | ≈ 2.5–3.0 mm | 3.0–4.5 mm |
Very thin local features may be possible in special cases, but they typically come with higher scrap risk and tighter process control.
Common Wall Thickness Mistakes
Common mistakes include mixing very thin ribs (2–3 mm) with massive bosses (>20 mm) without proper fillets or transitions, and abrupt "steps" in thickness. These conditions lead to hot spots, shrinkage cavities near heavy sections, and distortion during heat treatment. Another frequent issue is designing large, flat, very thin plates that are prone to warping; in such cases, adding ribs or slightly increasing thickness can improve yield more than it increases weight.