Investment Casting vs Sand Casting: Which Process Is Right for Your Project?
Investment casting and sand casting occupy different sweet spots for size, precision, surface finish, and total cost. The right choice depends on geometry, tolerances, annual volume, and how much finishing you can absorb downstream.
CT4–CT7Investment (typical)
CT9–CT13Sand (typical)
200–500+ pcsCommon IC crossover band
Tolerances & finish Tooling & volume ASTM / ISO context
Matson Foundry is an ISO 9001 certified precision investment casting facility; material choices commonly reference ASTM A351 and related grades for stainless valve castings, with ASTM A27 frequently used for carbon‑steel casting specifications, and ISO 8062 CT grading used to discuss as‑cast tolerances.
Direct Answer: Investment casting and sand casting each serve different production needs. Investment casting delivers superior dimensional accuracy (±0.1 mm/25 mm), tighter tolerances (CT4–CT6 vs CT7–CT10), and better surface finish (125–250 Ra), but with higher tooling cost — making it ideal for medium-to-high volumes of complex, thin-walled parts. Sand casting offers rapid turnaround and low tooling cost, suited for short runs, large parts, and designs that are still being refined.
What Is Investment Casting?
Investment casting (lost‑wax casting) uses injection‑molded wax patterns that are assembled on a tree, repeatedly dipped in ceramic slurry, and stuccoed to form a strong ceramic shell. After drying, the wax is melted out, leaving a precise cavity into which molten metal is poured; once solidified, the shell is broken away to reveal near‑net‑shape parts. The process delivers excellent surface finish, commonly around Ra 1.6–3.2 μm, comparable to a good machined surface. Dimensional tolerances are tight for castings, often around ±0.1 mm per 25 mm (≈ ±0.005 in per inch) and typically in ISO 8062 grades CT4–CT7 depending on size. Investment casting handles complex geometries, thin sections, and a wide range of ferrous and non‑ferrous alloys, making it ideal where detail, precision, and reduced machining are important.
What Is Sand Casting?
Sand casting forms a mold cavity by compacting sand (green sand or resin‑bonded) around a pattern, removing the pattern, and pouring molten metal into the sand cavity. The sand mold is broken after each pour, but the pattern is reusable, which keeps tooling cost relatively low. Sand casting can produce parts ranging from small components to very large castings weighing many hundreds of kilograms or more. Surface finish is coarser, typically around Ra 6.3–25 μm (often quoted 12.5–50 μm), and achievable dimensional tolerances are looser, commonly CT9–CT13 per ISO 8062 depending on size and process variant. It suits simple to moderately complex parts, particularly in gray iron, ductile iron, steel, and aluminum, where size and cost are more critical than fine detail.
Head-to-Head Comparison: Investment Casting vs Sand Casting
At-a-glance tradeoffs: finish, tolerances, tooling, and where each process usually wins.
Factor
Investment casting
Sand casting
Tooling cost (typical)
Wax dies ≈ $2,000–$20,000+ depending on complexity and cavities
Patterns ≈ $500–$7,500 depending on size/complexity
Per‑part cost at 100 pcs
Higher per part; tooling amortization still heavy, but reduced machining
Lower tooling, but higher casting + machining cost; often cheaper at 100 pcs for simple parts
Per‑part cost at 500 pcs
Starts to become competitive when geometry is complex or machining savings are large
Still strong for simple parts; more machining needed for precision features
Per‑part cost at 1,000 pcs
Often comparable or lower per part than sand for detailed parts due to near‑net shape
May be cheaper for large, low‑tolerance parts; more costly for intricate parts
Per‑part cost at 5,000 pcs
Typically lower than sand for complex parts; tooling well amortized
Per‑part cost remains relatively high because of finishing/machining
Excellent: thin walls, fine details, complex internal shapes
Moderate: complex cores possible but limited by sand strength
Min wall thickness
≈ 1.5–3 mm depending on alloy
Typically ≥ 3–5 mm
Lead time – first article
Longer: tooling + process development 4–8+ weeks
Shorter for simple patterns, often 2–6 weeks
Lead time – production
Stable once set up; high consistency
Flexible for schedule changes; more finishing needed
MOQ (typical)
Economical from ~50–100 pcs per run
Good for 1 pc prototypes up to high volumes
Typical applications
Precision valves, pump components, turbine/superalloy parts
Housings, covers, large pump bodies, frames, engine blocks
Main advantages
Near‑net shape, tight tolerances, fine details, excellent surfaces
Lowest tooling cost, very large sizes, simple process, broad availability
Cost Comparison — Which Is More Economical?
Tooling Cost Comparison
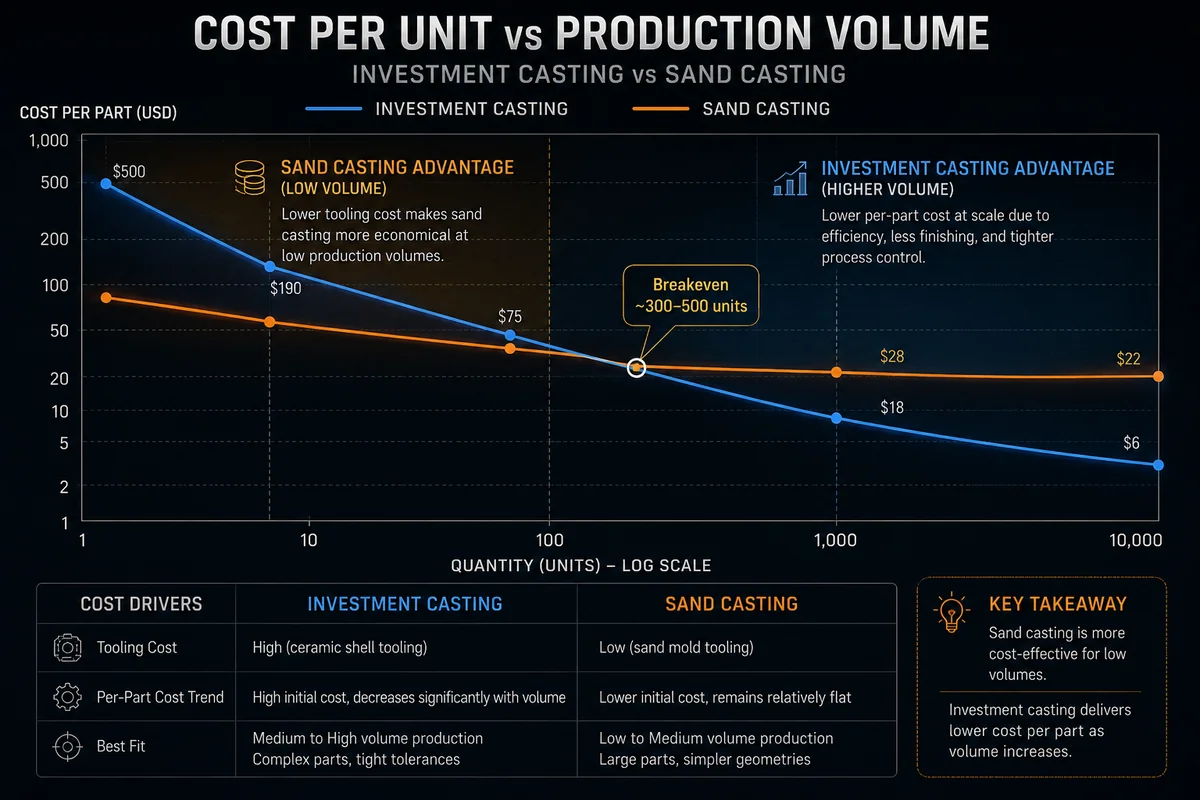
Current data for 2025–2026 show sand casting patterns often running between about $500 and $7,500 USD depending on part size, complexity, and pattern material. Investment casting wax dies are more complex and precise, with typical tooling costs around $2,000–$20,000+ USD and some large multi‑cavity dies reaching $30,000 USD or more. That means upfront investment for investment casting is usually several times higher than for sand casting.
Per-Part Cost at Different Production Volumes
At very low volumes (1–50 pcs), sand casting is usually more economical overall because the low tooling cost dominates, even though each casting needs more machining and finishing. Around 100–200 units, the picture becomes more nuanced; simple, large parts often remain cheaper in sand, while complex, small parts may already favor investment casting due to reduced machining and scrap. A common crossover region where investment casting becomes competitive per part is roughly 200–500 units and above, especially when tight tolerances or extensive machining would otherwise be required.
At 1,000–5,000+ units, investment casting's higher tooling cost is usually well amortized, and its near‑net‑shape capability delivers substantially lower machining and finishing cost per part, particularly for stainless and high‑value alloys. Sand casting can still win on cost for very large, low‑tolerance castings that would be impractical to investment cast.
Volume shifts total cost: compare fully burdened casting + machining + quality, not piece price alone.
Hidden Costs (Finishing, Machining, Inspection)
Sand castings typically need more machining stock (several millimeters), extensive cleaning, and sometimes more NDT work due to higher defect rates on intricate features. This leads to higher labor and machine time plus more scrap on tight‑tolerance projects, which becomes a hidden cost at volume. Investment castings, by contrast, often require only light machining on critical surfaces, and their better inherent accuracy can reduce inspection and rework effort. When comparing quotes, it is important to include finishing, machining, and quality costs, not just raw casting price.
Quality and Precision Comparison
Dimensional Tolerance Comparison
Investment casting typically achieves ISO 8062 tolerance grades around CT4–CT7, depending on feature size and foundry capability. This corresponds to linear tolerances around ±0.1 mm per 25 mm of dimension in many cases. Sand casting generally provides CT9–CT13, meaning significantly larger permissible deviations, particularly on longer dimensions. For features that must locate bearings, seals, or precise mating components, sand cast surfaces almost always require machining; investment casting can sometimes meet functional tolerances as cast or with minimal machining.
Surface Finish Comparison
Skilled investment casting processes deliver surface finishes around 60–200 μin, with 125 μin (3.2 μm Ra) realistic in most locations and sometimes better. Sand cast surfaces are usually rougher, around 250 μin (≈6.3 μm Ra) or more, commonly extending to 12.5–50 μm Ra depending on sand and molding method. For cosmetic parts, flow components, or sealing surfaces that rely on low roughness, investment casting offers clear advantages.
Repeatability and Consistency
Because investment casting uses precise wax dies and ceramic shells, repeatability across batches is generally very good when processes are stable. Sand casting, with its manual molding and varying sand conditions, tends to show higher dimensional scatter and surface variability. For long‑running programs where tight statistical control (e.g., for automotive or critical industrial components) is important, investment casting usually provides better consistency and easier process capability.
Material Options Comparison
Both processes support a wide range of alloys, but their strengths differ.
Investment casting supports carbon and alloy steels, stainless steels (304, 316, 17‑4PH, duplex), tool steels, aluminum alloys, copper‑base alloys, and high‑temperature superalloys such as nickel‑based turbine materials. It is particularly attractive for stainless steel and superalloy parts where material cost is high and near‑net shape can significantly reduce machining scrap.
Sand casting also handles carbon and alloy steels, stainless, aluminum, and bronzes but is especially important for gray iron and ductile iron in larger components like housings, engine blocks, and heavy structural castings. For very large iron castings, sand casting is effectively the only practical route.
Mechanical properties are influenced by section thickness and cooling rate in both processes, but investment casting's finer surface and detail allow better control of thin sections and more uniform microstructures in small to medium parts. In sand casting, thicker sections and slower cooling can lead to coarser structures but are acceptable for many structural and load‑bearing applications, especially in iron.
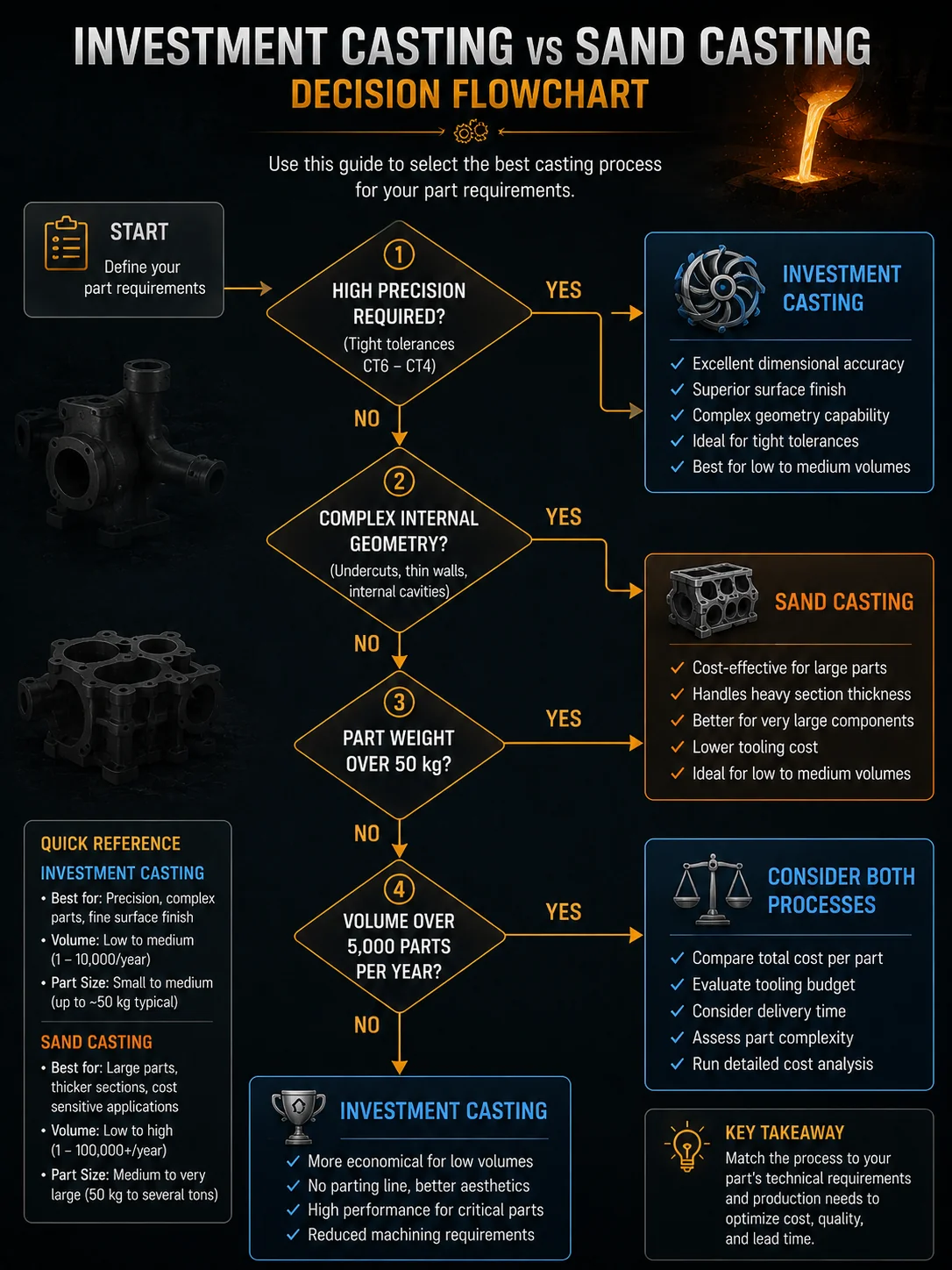
Decision flow: size, tolerance, finish, volume, and alloy often point clearly to one baseline route.
When to Choose Investment Casting
Investment casting is favored when:
Geometry is complex, with fine details, undercuts, or intricate internal passages that would be difficult or costly to sand cast and machine.
Tolerances tighter than about ±0.5 mm are needed on many features, or close fit between cast parts is required.
Excellent surface finish is important for aesthetics, flow performance (e.g., pump and valve internals), or reduced polishing effort.
You are using high‑value alloys like stainless steels, duplex, 17‑4PH, or nickel superalloys and want to minimize machining scrap.
Production volumes are small‑to‑medium (roughly 50–5,000 parts per year) and justify higher tooling cost in exchange for lower per‑part finishing cost.
Real examples include stainless valve bodies and trim components, precision pump impellers, automotive and industrial brackets with complex geometries, turbine blades and vanes, and surgical or high‑end hardware parts where appearance and precision matter.
Parts are very large (tens to hundreds of kilograms or more), beyond the practical envelope of investment casting.
Production volumes are very low (1–50 pieces), making low‑cost patterns attractive despite higher unit machining cost.
Geometries are relatively simple, tolerances are generous, or surfaces will be heavily machined anyway.
The budget strongly favors low tooling cost and you can accept more finishing work per piece.
The material is gray iron or ductile iron for large housings, bases, and structural components where sand casting is standard practice.
Industry examples include engine blocks, large pump and compressor casings, gear housings, machine frames, counterweights, and many heavy industrial components.
The "Sand Prototype → Investment Production" Strategy
A common strategy is to use sand casting for early prototypes and very low production while design is still evolving, then switch to investment casting once geometry and demand stabilize. Sand casting's lower tooling cost and faster pattern modifications support iterative design and functional testing at low cost. Once annual volume justifies investment casting tooling — often in the 200–500+ parts range — and design changes slow down, investing in a precision wax die can cut per‑part cost via reduced machining and improved quality.
Planning this transition means designing with wall thicknesses and features that both processes can handle, so changes to geometry between prototype and production are minimized. The strategy makes financial sense when expected lifetime volume is high enough that machining and scrap savings outweigh investment tooling cost; for one‑off projects or extremely large parts, it usually does not.
FAQ
Can sand casting achieve the same precision as investment casting?
Generally no. Investment casting usually achieves CT4–CT7 with around ±0.1 mm per 25 mm, while sand casting is more often CT9–CT13 with much larger deviations. Sand‑cast parts can reach similar final precision only by adding significant machining.
How much does sand casting tooling cost versus investment casting tooling?
Sand casting patterns commonly cost about $500–$7,500 USD depending on size and complexity. Investment casting wax dies typically range roughly $2,000–$20,000+ USD, with complex multi‑cavity tools sometimes exceeding $30,000 USD.
What is the typical cost difference between investment casting and sand casting per part?
At low volumes, investment‑cast parts are usually more expensive per piece because of tooling amortization, even though they need less machining. At higher volumes (hundreds to thousands), investment casting often delivers lower total cost per finished part for complex, tight‑tolerance components, while sand casting remains cheaper for large, simple parts.
At what production volume does investment casting become more cost-effective than sand casting?
Many sources and foundry practices suggest a crossover somewhere around 200–500 pieces for complex parts, depending on size, machining savings, and tooling cost. Above 1,000+ pieces, investment casting is often clearly more economical for detailed, high‑precision parts.
What materials can be cast in investment casting but not in sand casting?
Both processes share many alloys, but investment casting is more commonly used for certain high‑temperature superalloys and very intricate stainless components where sand molding and cores are impractical. In practice, the limitation is usually complexity and desired precision rather than alloy availability.
Which casting process is better for large parts over 100 kg?
Sand casting is almost always better for parts over 100 kg because of mold size, shell strength limits, and tooling economics. Investment casting is optimized for small‑to‑medium parts where precision and surface finish justify its higher tooling and process cost.