Frequently Asked Questions
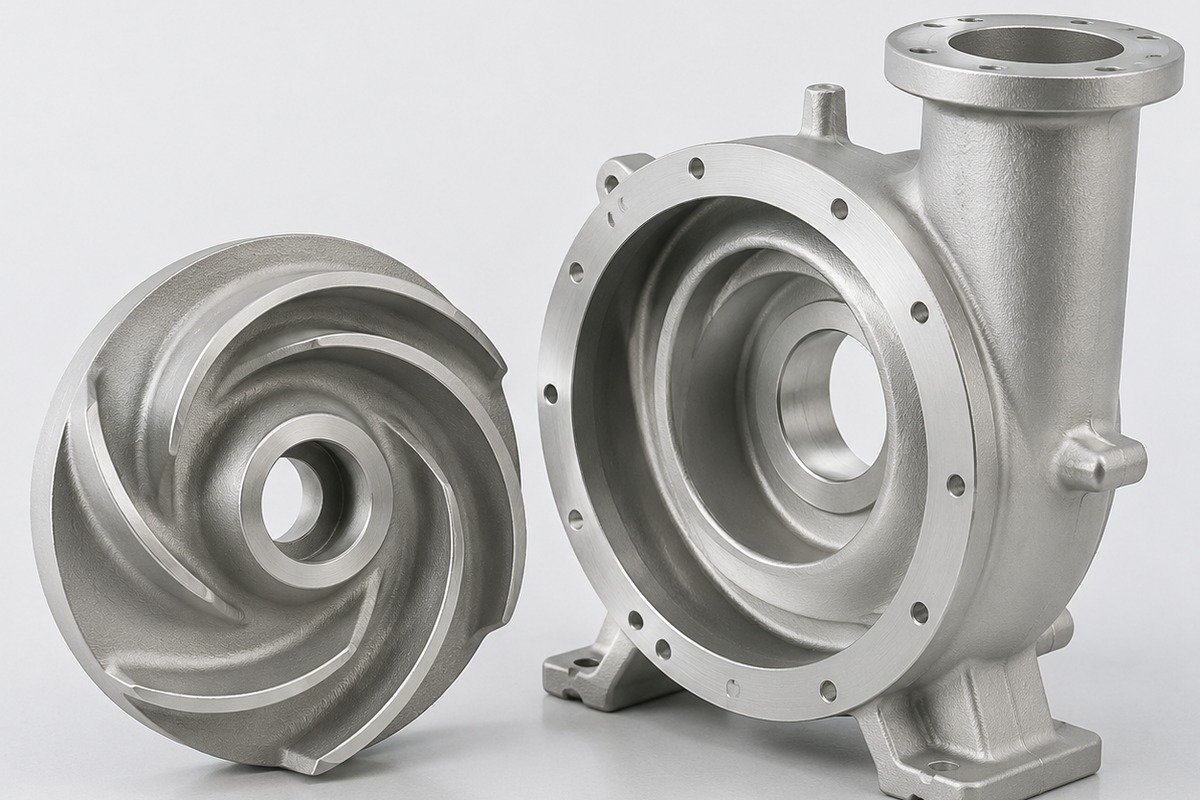
What is pump body investment casting?
Pump body investment casting uses the lost-wax process to produce pump casings, volutes and housings close to net shape. A wax pattern is coated in a ceramic shell, melted out, and replaced with molten metal. The result captures complex internal hydraulic passages with a fine surface, reducing machining on flow surfaces and sealing faces.
What is the investment casting process for a pump casing?
The steps are: inject wax to form the pattern, assemble patterns on a runner tree, build a ceramic shell by repeated dipping and stuccoing, dewax in an autoclave, fire the shell, pour molten alloy, knock off the shell, and cut parts from the tree. The casing is then heat treated, inspected, and finish machined on critical faces.
Which materials are used for cast pump bodies?
Common choices are austenitic stainless steel (ASTM A351 CF8/CF8M) for corrosive or water service, duplex stainless for higher strength and chloride resistance, carbon steel (A216 WCB) for general service, and bronze or nickel alloys for seawater and chemical duty. Material is matched to the pumped fluid, temperature, and pressure.
Why use investment casting instead of sand casting for pump bodies?
Investment casting gives tighter tolerances (about ±0.1 mm) and a smoother surface, which matters for the internal hydraulic passages and sealing faces that drive pump efficiency. It reduces machining and improves flow surfaces. Sand casting is still chosen for very large casings where size outweighs as-cast precision.
How are cast pump bodies tested for quality?
Pump castings are checked with dye-penetrant or magnetic-particle inspection for surface defects and radiographic or ultrasonic testing for internal soundness, especially at the pressure boundary. Dimensional checks confirm passage geometry, and a hydrostatic pressure test validates the casing before assembly. Material is verified against the specified ASTM grade.